| 5軸加工機にて加工 | |
|---|---|
 |
【材質】7075-T7351 高強度アルミニウム合金 |
| 【加工方法】5軸加工機にて加工 | |
| 【部品の特徴と用途】フライトシミュレーターに組付けられ操縦士の地上訓練に用いられている。 | |

| 【材質】 7075-T7351 高強度アルミニウム合金 |
| 【加工方法】5軸加工機にて加工 | |
| 【部品の特徴と用途】複雑な形状、かつ、肉薄な加工。 上面に1/100mm以下の同軸度が必要とするブッシュ圧入用の穴加工あり。 | |

| 【材質】 A5052(イエローアルマイト施工) |
| 【加工方法】5軸加工機にて加工 | |
| 【部品の特徴と用途】ネジ部は板厚に対し傾いていおり、マシニングセンタにて加工。 上背面曲面は3Dデータを元にした自由曲面加工。 | |

| 【材質】S45C熱処理品(HRC45程度) |
| 【加工方法】5軸加工機にて加工 | |
| 【部品の特徴と用途】各隅部の角はR1(φ2ボールエンドミル)での加工。 製品上面より60mmの深さのところに12X5深さ7mm程度のポケット加工がある。 | |
| 旋盤とマシニングセンタにて加工 | |
 |
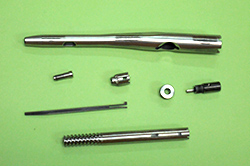
【材質】 15-5PH H1025 析出硬化系ステンレスに熱処理を施したもの 硬度HRC40前後 |
| 【加工方法】旋盤とINDEX付マシニングセンタにて多工程にわたり加工 | |
| 【部品の特徴と用途】非常に高い油圧がかかるシリンダーに使用され、油漏れを防ぐために1/1000mm単位の寸法精度と表面粗さが要求される部品。 | |

| 【材質】 7075-T7351 高強度アルミニウム合金 |
| 【加工方法】旋盤とマシニングセンタ加工部品 | |
| 【部品の特徴と用途】円筒部の肉厚が1mmと薄く軽量化を求める部品で、かつ、Oリング取付部の表面粗さを求められる部品。 | |

| 【材質】 6000系アルミニウム合金 |
| 【加工方法】旋盤とマシニングセンタ加工部品 | |
| 【部品の特徴と用途】油圧シリンダーに使われる部品で、油の経路の加工とベアリング装着部は1/1000mm単位の精度が必要な部品。 | |
| 【材質】 Ti合金 |
| 【加工方法】旋盤加工部品・旋盤とマシニングセンタ加工部品 | |
| 【部品の特徴と用途】骨折等された患者様の骨の中心部に挿入されるインプラントと固定用スクリュー。 | |
 |
【材質】Ti合金 |
| 【加工方法】旋盤とマシニングセンタ加工部品 | |
| 【部品の特徴と用途】内径奥部にベアリング公差あり。高速回転運動を直角に伝えるため、穴の同軸度および直角度が必要。 | |
| マシニングセンタにて加工 | |

| 【材質】 Ti合金 |
| 【加工方法】マシニングセンタ加工部品 | |
| 【部品の特徴と用途】骨折等された患者様の負傷した骨を支える体内固定用プレート。 | |

| 【材質】 (上)SUS630 丸棒からの加工 (下)Ti合金 板材からの加工 |
| 【加工方法】マシニングセンタ加工部品 | |
| 【部品の特徴と用途】(上)置換用手術器械 (下)人工股関節のインプラント | |
 |
【材質】 A5052 |
| 【加工方法】マシニングセンタ加工部品 | |
| 【部品の特徴と用途】半導体生産工場で使用される搬送ロボットのアーム部分で、非常に厳しい精度と外観を求められる。 | |

| 【材質】7075-T7351 |
| 【加工方法】マシニングセンタ加工部品 | |
| 【部品の特徴と用途】圧リグ部品。 歪が発生し易いおむすび形状と肉薄のため温度による寸法変化を受けやすい。 配管接合部は1/1000mm単位の精度を求められ、フランジ部にはφ2.41で0.01mmの公差穴がある。 | |
 |
【材質】 A2024-T351 |
| 【部品の特徴と用途】板厚25mmの素材より底面1.5mm・リブ部肉厚2.0mmの形状加工 | |
| NC自動旋盤 | |

| 【材質】SUS316L |
| 【部品の特徴と用途】φ6mmからの削り出し2面カットと穴あけ加工、中央付近にφ1.4のV溝加工あり。 | |
Copyright © KOWA INDUSTRY CO.,LTD. All rights reserved.